SISTEMA INTEGRAL DE MANTENIMIENTO MANTCALA
ESTE EN UN SISTEMA DE DIRECCION DE MANTENIMIENTO DE INSTALACIONES QUE DE FORMA INTEGRADA PERMITE DEFINIR, PLANIFICAR, ORDENAR Y GESTIONAR LAS ACTIVIDADES Y TRABAJOS DE MANTENIMIENTO PREVENTIVO, ACCIDENTAL, DE REPARACIONES Y REFORMAS NECESARIOS PARA GARANTIZAR EL FUNCIONAMIENTO Y ACTUALIZACION TECNICA DE EDIFICIOS, INSTALACIONES INDUSTRIALES Y MAQUINARIA.
EL PROGRAMA CONDUCE PASO A PASO Y DE FORMA SECUENCIAL A TRAVES DE LOS DIFERENTES PROCESOS DE DEFINICION, LANZAMIENTO DE ORDENES Y RECOGIDA DE DATOS NECESARIOS PARA LA GESTION TOTAL DEL MANTENIMIENTO.
LA OBTENCION AUTOMATICA DE RATIOS Y GRAFICOS DE EVOLUCION DEL MANTENIMIENTO, FACILITA LA TOMA DE DECISIONES Y LAS MODIFICACIONES EN LAS CONSIGNAS DE TRABAJO.
LA GESTION ECONOMICA SE OBTIENE DIRECTAMENTE COMO RESULTADO DE LOS DATOS RECOGIDOS EN EL HISTORICO. EL SEGUIMIENTO ANALITICO DE COSTES Y DESVIACIONES PRESUPUESTARIAS ES FACIL Y ASEQUIBLE POR MAQUINAS.
MENU PRINCIPAL DE OPCIONES
ESTA PANTALLA NOS SITUA SOBRE EL MENU QUE PERMITE ACCEDER A LOS DIFERENTES PROGRAMAS DE DEFINICION Y CONTROL DEL MANTENIMIENTO.
EXISTE UNA SECUENCIA DE DEFINICION Y EXPLOTACION DEL PROGRAMA DE MANTENIMIENTO (MANTCALA) ASI COMO TAMBIEN EXISTEN BLOQUEOS QUE IMPIDEN OPERACIONES QUE EJECUTEN ACCIONES CONFLICTIVAS.
LA SECUENCIA DE DEFINICION DEL MTP ES LA SIGUIENTE:
1) NOMBRAMIENTO Y CODIFICACION DE MAQUINAS.
2) DEFINICION DE GAMAS DE MANTENIMIENTO.
3) DEFINICION DEL PLAN DE MTP DE LARGO PLAZO.
4) RECOGIDA DE DATOS DE EJECUCION MTP.
5) HISTORICO DE AVERIAS DE MAQUINAS.
6) DEFINICION TRABAJOS DE REPARACION O REFORMA.
7) DEFINICION DEL MTO. PREDICTIVO.
8) RECOLECCION DATOS DE CONTROLES.
9) IDENTIFICACION DE REPUESTOS.
10) SELECCION DE PROVEEDORES.
11) DEFINICION DEL PRESUPUESTO ANUAL.
12) DIRECCION Y GESTION DESVIACIONES PRESUPUESTARIAS.
EN TODOS LOS PASOS EXISTE LA POSIBILIDAD DE EDICION, CORRECCION Y BORRADO DE LOS DATOS.
UNA CARACTERISTICA GENERAL DEL ENTORNO MANTCALA ES LA CREACION Y MANTENIMIENTO AUTOMATICO DE LOS FICHEROS DE DATOS. EL FICHERO DE PARTIDA SE RENOMBRA CON LA EXTENSION .??K.
LA OPCION UTILIDADES PERMITE OPERACIONES BASICAS DE FICHEROS Y ACTUALIZACION DE FECHAS Y HORA. ES UNA BUENA PRACTICA LA DE EFECTUAR COPIA DE SEGURIDAD PERIODICAMENTE DESPUES DE COMPROBAR LA INTEGRIDAD DE LOS FICHEROS DE DATOS.
SALIR SIEMPRE DEL PROGRAMA A TRAVES DE LA OPCION 0 DEL MENU PRINCIPAL PARA EVITAR PROBLEMAS CON LOS FICHEROS DE DATOS, NO APAGAR EL ORDENADOR HASTA QUE APAREZCA LA INDICACION DE ESPERA DE COMANDO EN LA PANTALLA.
EXISTEN DOS CLAVES DE ACCESO AL PROGRAMA QUE LIMITAN LAS POSIBILIDADES DE TRABAJO EN DOS ESTADIOS:
1.-EDITAR, CORREGIR Y BORRAR TODOS LOS CAMPOS.
2.-ACCESO LIMITADO A INFORMACION Y LISTADOS.
CODIFICACION DE MAQUINAS
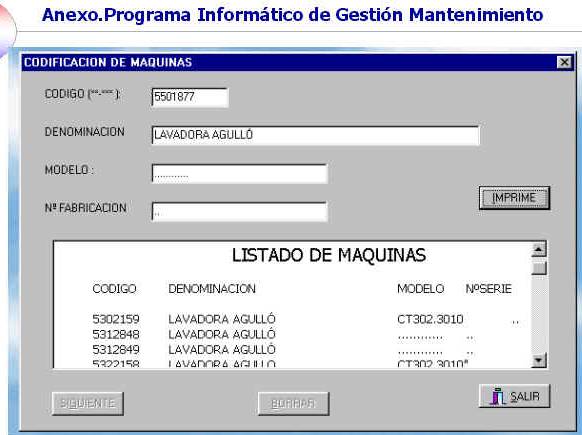
EN ESTE ENTORNO DE TRABAJO PODEMOS NOMBRAR Y CODIFICAR LAS MAQUINAS,CREANDO UNA LISTA ESTRUCTURADA QUE CONTENGA TODAS LAS MAQUINAS E INSTALACIONES DE LA FABRICA SUSCEPTIBLES DE SER RECEPTORAS DE UN MANTENIMIENTO PREVENTIVO SISTEMATICO.
LOS REGISTROS DE ESTA LISTA ESTAN CONSTITUIDOS POR DIFERENTES CAMPOS ALFANUMERICOS QUE IDENTIFICARAN INEQUIVOCAMENTE CADA UNA DE LAS MAQUINAS DE LA INSTALACION.
LA CODIFICACION REQUIERE UN ESTUDIO INICIAL DE ESTRUCTURACION DE LAS MAQUINAS DE LA FABRICA DESDE EL PUNTO DE VISTA PRODUCTIVO PARA FORMAR EL ARBOL DE BUSQUEDA GENERAL. EL CODIGO SERA LA MATRICULA QUE IDENTIFICARA EN CADA MOMENTO A LA MAQUINA.
EXISTE LA POSIBILIDAD DE EDITAR, MODIFICAR, INTERCALAR Y BORRAR LOS REGISTROS DE LA LISTA ORDENADA DE MAQUINAS.
LA LISTA SE ORDENA AUTOMATICAMENTE POR EL VALOR DEL CODIGO, QUE PUEDE TENER COMO MAXIMO SEIS DIGITOS. TODOS LOS DIGITOS SON SIGNIFICATIVOS INCLUSO LOS DE PUNTUACION, MATEMATICOS Y ESPECIALES DEL TECLADO.
EL CODIGO DE UNA MAQUINA ESTA FORMADO POR OCHO DIGITOS DE CARACTER ALFANUMERICO. LOS DOS PRIMEROS IDENTIFICAN LA LINEA DE FABRICACION, SEGUIDOS DE UN GUION Y LOS TRES DIGITOS CORRESPONDIENTES A LA MAQUINA.PUEDEN INTRODUCIRSE DÍGITOS DE CODIFICACION DE TIPOS DE MÁQUINAS
EJEMPLO DE IDENTIFICACION DE LINEAS:
01- : LINEA DE PAN.
02- : LINEA DE BOLLERIA.
03- : LINEA DE FRITOS.
04- : LINEA DE RALLADO.
06- : LINEA DE TOSTADO.
07- : LINEA DE PASTELERIA.
11- : COMUNES Y SERVICIOS.
GAMAS DE MANTENIMIENTO PREVENTIVO
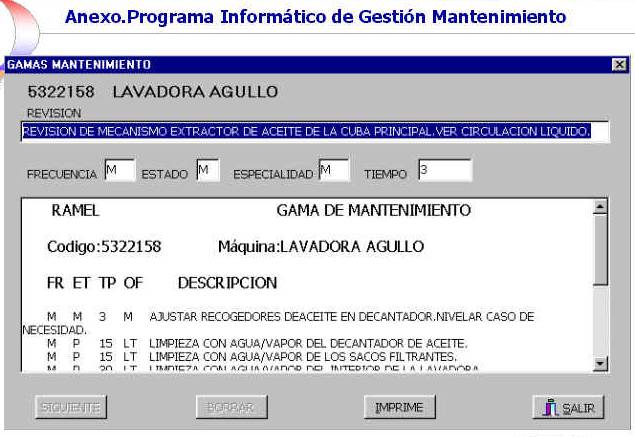
ESTE ENTORNO DE TRABAJO PERMITE LA EDICION Y EL MANTENIMIENTO DE LOS FICHEROS DE REVISIONES PERIODICAS DE LAS MAQUINAS.
LAS FRECUENCIAS BASICAS DE REVISION SON:
1S: SEMANAL.
2S: QUINCENAL.
M : MENSUAL.
M2:CADA DOS MESES
M3: TRIMESTRAL.
M4: CUATRMESTRAL.
S : SEMESTRAL.
S2: ANUAL.
S4: BIANUAL.
LA DEFINICION DE UNA GAMA DE MANTENIMIENTO PREVENTIVO SE INICIA CON LA DEFINICION DE LAS OPERACIONES DE REVISION (OPR),QUE SON ACCIONES ELEMENTALES DE REVISION DE PARTES DE LA MAQUINA.
UNA OPR CONSTA DE LOS SIGUIENTES CAMPOS ALFANUMERICOS (EXCEPTO EL TIEMPO QUE ES NUMERICO),QUE LA DEFINEN:
CODIGO : MAQUINA A QUE PERTENECE.
FRECUENCIA : DEFINE LA CADENCIA DE EJECUCION.
ESPECIALIDAD: TECNOLOGICA O TIPO DE MANTENIMIENTO.
ESTADO : INDICA MAQUINA EN MARCHA O PARADA.
DESCRIPCION : DEFINICION DE LAS ACCIONES A REALIZAR.
TIEMPO : ESTIMACION DEL TIEMPO EN MINUTOS DE EJECUCION.
EL CAMPO DE ESPECIALIDAD TIENE DOS DIGITOS ALFANUMERICOS EL PRIMER DIGITO DEFINE EL TIPO EL SEGUNDO DIGITO MODULA EL TIPO PARA OBTENER DIFERENTES ACCIONES DE CONTROL. LOS CODIGOS USADOS SON PARA EL PRIMER DIGITO:
E : ELECTRICA.
M : MECANICA.
N : NEUMATICA.
H : HIDRAULICA.
G : ENGRASE.
P : RUTA/PREDICTIVO.
EL SEGUNDO DIGITO EFECTUA ACCIONES DE CONTROL EN EL LANZAMIENTO DEL
PLANING, ASI PUES:- DESPUES DEL CODIGO P MODULA EL TIPO DE PREDICTIVO.
UNA VEZ DEFINIDAS LAS OPR ESTAS SE ORDENAN AUTOMATICAMENTE POR LA MAQUINA Y LA FRECUENCIA.
LAS GAMAS DE MANTENIMIENTO DE UNA MAQUINA ESTAN CONSTITUIDAS POR LAS OPR DE FRECUENCIA IGUAL O INFERIOR CADENCIA A LA FRECUENCIA DE LA GAMA; ASI PUES UNA GAMA SEMESTRAL ESTA FORMADA POR LAS OPR DE FRECUENCIA 1S,M, M3,Y S SEGUN LA CODIFICACION DEFINIDA.
EXISTEN DOS CONDICIONES QUE IMPIDEN LA EDICION DE OPR's QUE SON:
-MAQUINA NO CODIFICADA.
-MAQUINA DEFINIDA EN PLANING DE MANTENIMIENTO SE DEBERÁ DESCARGAR MANTCALA LO REALIZA AUTOMÁTICAMENTE EN LA EDICIÓN RESPETANDO LA PLANIFICACIN DE ORIGEN.
LISTANDO LAS GAMAS PODEMOS SABER QUE GAMAS TENEMOS DEFINIDAS Y EL TIEMPO ACUMULADO ANUAL ESTIMADO DE EJECUCION, QUE NOS DICE EL COSTE RELATIVO DE MANTENIMIENTO DE CADA MAQUINA. POR EL ESTUDIO DE ESTOS TIEMPOS Y EL NIVEL DE AVERIAS DECIDIREMOS EL INCREMENTO O REDUCCION DE LA CADENCIA DE LAS REVISIONES.
MEDIANTE LA OPCION DE COPIA PODEMOS COPIAR UNA GAMA DESDE UNA MAQUINA DEL FICHERO ACTUAL O EXTERIOR, AL FICHERO ACTUAL DE TRABAJO. DEBE DE DECIRSE EL CAMINO DE ACCESO Y NOMBRE DEL FICHERO ORIGEN SIN LA EXTENSION, LA MAQUINA ORIGEN Y LA MAQUINA DESTINO DE LA COPIA; POR DEFECTO ASUME EL DIRECTORIO ACTUAL.PUEDE COPIARSE TOTALMENTE LA GAMA O SELECCIONAR OPR ESPECIFICAS.
PLANIFICACION DE GAMAS DE MTP
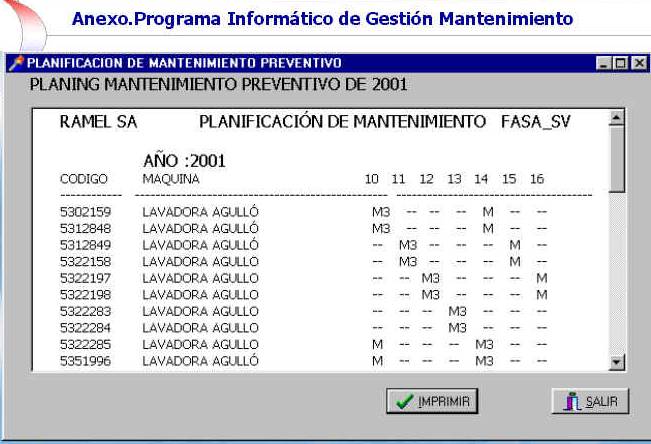
DESPUES DE LA CODIFICACION Y DEFINICION DE LAS OPR DE UNA MAQUINA, PARA PLANIFICAR SU EJECUCION PRACTICA EN LA CADENCIA ASIGNADA, DEBEMOS SEGUIR LOS SIGUIENTES PASOS:
1: DEFINICION DEL INICIO Y FIN DEL PLANING.
2: DEFINICION DEL POTENCIAL HUMANO DE MTP.
3: CARGA DE LA MAQUINA EN PLANING.
4: EXPLOTACION Y ASIGNACION PERSONAL DEL PLAN SEMANAL.
5: EJECUCION DE LOS TRABAJOS.
6: RECOGIDA DE DATOS DE EJECUCION.
7: CONTROLES DE MAQUINAS. LANZAMIENTO DE RUTAS.
ESTE ENTORNO DE TRABAJO NOS FACILITA EL LANZAMIENTO DEL PLAN SEMANAL DE TRABAJOS ASI COMO EL SOPORTE IMPRESO DE GAMAS DE MANTENIMIENTO A REALIZAR, QUE SE UTILIZARAN COMO DOCUMENTO DE SEGUIMIENTO Y SOPORTE DE RECOGIDA DE DATOS, PARA CUMPLIMENTACION DEL HISTORICO DE MAQUINAS.
EL PRIMER PASO ES EL DE CONOCER MEDIANTE ESTIMACION EL NUMERO DE HORAS HOMBRE DE QUE DISPONDREMOS PARA LA REALIZACION DE LOS TRABAJOS DE MTP. EL PERIODO MINIMO DE ASIGNACION DE HORAS ES SEMANAL.
UNA VEZ DEFINIDO UN PLANING NO PODREMOS INICIALIZAR OTRO EN TANTO NO RENOMBREMOS CON OTRA EXTENSION O BORREMOS DEL DIRECTORIO DE TRABAJO LOS FICHEROS DE EXTENSION ?.CAR Y ?.PLN.
LA CARGA DE UNA MAQUINA EN EL PLAN DE MTP SE REALIZA POR ASIGNACION DE LA GAMA DE MAXIMA CADENCIA (S4) A UNA SEMANA DEL PRIMER AÑO DEL PLANING. DEBEREMOS DISTRIBUIR LAS MAQUINAS A LO LARGO DE LAS 52 SEMANAS DEL AÑO TENIENDO EN CUENTA FESTIVIDADES, VACACIONES Y CONDICIONANTES DE PRODUCCION. LO IDEAL ES REPARTIRLO LO MAS POSIBLE CON LO QUE PODREMOS TENER UNA CARGA DE TRABAJO ESTABLE Y SIN EXCESOS NI DEFECTOS DE PLANTILLA POR CONDICIONANTES DE PLANIFICACION.
LA OPCION DE PLANING ANUAL REALIZA LA FUNCION DE ORDENACION MANUAL Y POR LA IMPRESORA NOS LISTA LAS MAQUINAS EN PLANING Y LA SEMANA DE EJECUCION DE LA GAMA BIANUAL, SITUÁNDOLA EN UNA ESCALA DE 0 A 12 MESES.
LAS MAQUINAS PUEDEN CARGARSE Y DESCARGARSE DEL PLANING. DURANTE LA CARGA PODEMOS VER LOS TIEMPOS HABILES Y DE MANTENIMIENTO A LO LARGO DE TODO EL PLAN. CASO DE QUE SE PRODUZCA UN DESEQUILIBRIO EN LA CARGA DE HORAS DE MTP DEBEREMOS DESCARGAR Y BUSCAR OTRA FECHA DE INICIO PARA ESA MAQUINA.
MEDIANTE LA OPCION DE CARGA DE MTP PODEMOS VER PARA UNA SEMANA LOS MINUTOS HABILES Y RESERVADOS DE MANTENIMIENTO. EXISTE UNA AJENDA DE TRABAJOS DE REFORMA CON RESERVA DE TIEMPO ASIGNADO.
EL LANZAMIENTO DE RUTAS DE PREDICTIVO NOS POSIBILITA EFECTUAR LAS REPARACIONES DE LAS MAQUINAS SEGUN PLANING Y POR ESPECIALIDAD. LA ESPECIALIDAD 'P' ESTA ASIMILADA A RUTAS DE CONTROLES DE MAQUINAS.
HISTORIAL DE MTP
A TRAVES DE ESTAS OPCIONES PODEMOS SEGUIR LA EVOLUCION DEL MTP ASI COMO REGISTRAR Y CONOCER DATOS CARACTERISTICOS DE CADA INTERVENCION.TENEMOS LAS POSIBILIDADES DE EDITAR, CORREGIR, BORRAR Y LISTAR EL HISTORICO SEGUN DIFERENTES OPCIONES.
LA OPCION 2 DEL MENU FACILITA LA ACTUALIZACION DE DATOS DE EJECUCION DE DEL PLANING DE MANTENIMIENTO. DEBE DE TENERSE CUIDADO DE NO DUPLICAR LA ENTRADA DE DATOS A TRAVES DE LA OPCION 1 DEL MENU.
EN CASO DE EXISTIR TRABAJOS PENDIENTES DE EJECUCION PODRA ABRIRSE LA ORDEN DE TRABAJO PARA SER ASIGNADA EN LAS REPARACIONES FIN DE SEMANA.
MEDIANTE LA OPCION DE SEGUIMIENTO DEL PLANING PODEMOS COMPROBAR LA EJECUCION DE LAS REVISIONES PREVISTAS EN NUESTRA PLANIFICACION DE MANTENIMIENTO.
SE DEFINEN RATIOS DE EVOLUCION DEL MANTENIMIENTO:
GE/GP: (GAMAS EJECUTADAS /GAMAS PROGRAMADAS)*100
TE/TP: (TIEMPOS DE EJECUCIÓN /TIEMPOS PROGRAMADOS)*100
EL RATIO TE/TP PODRA SER INDIVIDUAL DE UNA GAMA EJECUTADA O ACUMULADO DE LA SEMANA. AMBOS SE CALCULAN EN LOS INFORMES SEMANALES DE EJECUCION.
EL INFORME SEMANAL DE EJECUCION DE MANTENIMIENTO ES UN DOCUMENTO QUE INFORMA DEL ESTADO DE EJECUCION DEL PLANING. EN EL SE REFLEJAN LOS VALORES NUMERICOS QUE PERMITEN EVALUAR EL MANTENIMIENTO PREVENTIVO.
PODEMOS LISTAR EL HISTORICO DE REVISIONES POR SEMANAS O POR MAQUINAS.DISPONIENDO DE UN SOPORTE DE ANALISIS Y ESTUDIO DE ANOMALIAS DETECTADAS Y CORREGIDAS EN LAS REVISIONES.
MEDIANTE LA OPCION DE RATIOS SEMANALES SE DISPONEN ESTOS VALORES DE FORMA RESUMIDA DURANTE EL INTERVALO SOLICITADO. CALCULÁNDOSE LOS VALORES MEDIOS DEL INTERVALO.
HISTORICO DE AVERIAS DE MAQUINAS.

ESTA ES LA APLICACION QUE NOS PERMITE GESTIONAR UNA BASE DE DATOS CON INFORMACION SOBRE LAS INCIDENCIAS OCURRIDAS EN LAS MAQUINAS Y QUE HAN REQUERIDO LA INTERVENCION DE MANTENIMIENTO.
LOS DATOS SE OBTIENEN DE LOS PARTES DE AVERIA Y SON :
- CODIGO DE MAQUINA.
- SEMANA Y AÑO DEL SUCESO.
- DIA DE LA SEMANA 1,,7(Lunes..Domingo).
- TURNO MAÑANA, TARDE, NOCHE.
- ESPECIALIDAD DE LA AVERIA:
HIGIENE. MECANICA.ELECTRICA.NEUMATICA.LUBRICACION.HIDRAULICA.ELECTRONICA.FALTA DE MTO PREVENTIVO.NO LOCALIZADA. MALA MANIPULACION PRODUCCION.
- DESCRIPCION RESUMIDA.
- TIEMPO DE INTERVENCION.
- NUMERO DE OPERARIOS.
- TIEMPO DE PARO DE MAQUINA.
- TIEMPO DE ATRASO DE PRODUCCION.
- MANDO DE MANTENIMIENTO.
- OFICIAL DE MANTENIMIENTO.
- MANDO DE PRODUCCION.
- OPERADOR DE LA MAQUINA.
PERMITE LA EJECUCION DEL INFORME SEMANAL DE AVERIAS EN EL QUE SE CALCULAN LOS VALORES ACUMULADOS DE TP, TA Y RATIO TA /TP.
PODEMOS TAMBIEN CONOCER EL HISTORICO DE AVERIAS POR MAQUINA O POR LINEA DE PRODUCCION.
EXISTEN LAS POSIBILIDADES DE BORRAR, CORREGIR Y SE ORDENA MANUAL O AUTOMATICAMENTE POR LA SEMANA DE REGISTRO.
INSPECCIONES Y CONTROLES DE MAQUINAS.
ESTE ES EL ENTORNO DE EXPLOTACION DE DATOS DE MTO. PREDICTIVO.LA DEFINICION DE LOS CONTROLES DE PREDICTIVO SE EFECTUA EN LA DEFINICION DE LAS GAMAS DE MANTENIMIENTO COMO UNA OPERACION DE REVISION MAS, CON LA SALVEDAD DE QUE DEBERAN DE ASIGNARSE LOS CODIGOS ESPECIFICOS DEL CONTROL.
LOS CODIGOS DE LA ESPECIALIDAD SON DE DOS DIGITOS Y LOS DE PREDICTIVO SE INICIALIZAN CON LA LETRA P :
PT : CONTROL DE TEMPERATURA.
PP : CONTROL DE PRESION.
PV : CONTROL DE VIBRACIONES.
PN : CONTROL DE NIVEL DE TANQUES Y DEPOSITOS.
PI : CONTROL DE INTENSIDAD DE CORRIENTE.
PE : CONTROL CONTADORES DE ENERGIA.
PH : CONTROL CONTADORES DE HORAS.
EN LA DEFINICION DE LA OPERACION DE CONTROL DEBEN DE DEFINIRSE CLARAMENTE CUALES SON LAS MEDIDAS A EFECTUAR Y LA POSICION EN LA MAQUINA. CADA MEDIDA Y POSICION REQUIEREN UNA DEFINICION DE OPERACION DE CONTROL INDEPENDIENTE,ASI COMO DEJAR ESPACIO PARA LA CONTESTACION.LA POSICION DEL CONTROL EN LA MAQUINA DEBE DE INDICARSE CLARAMENTE PA-
RA QUE LAS MEDIDAS SEAN COMPARABLES. ESTA POSICION SE CODIFICA MEDIANTE DOS DIGITOS ALFANUMERICOS. PUEDE UTILIZARSE CUALQUIER COMBINACION SIGNIFICATIVA DE DIGITOS. EJEMPLO CODIFICACION DE POSICION:
V1 : LADO VENTILADOR MOTOR N§ 1.
E1 : LADO EJE MOTOR N§ 1.
I3 : ENTRADA REDUCTOR N§ 3.
O3 : SALIDA REDUCTOR N§ 3.
T2 : RODILLO TRACTOR N§ 2.
A2 : RODILLO ARRASTRADO N§ 2.
DESPUES DEL LANZAMIENTO DE LA RUTA DE CONTROL DE MANTENIMIENTO PREDICTIVO LOS DATOS SE INTRODUCEN EN EL REGISTRO DE CONTROLES DE MAQUINAS.ESTOS DATOS PUEDEN SER LISTADOS POR ORDEN PARA SU ANALISIS CON EL OBJETO DE DETECCION DE DESVIACIONES RESPECTO A LOS VALORES LIMITES DE CADA CONTROL.PODEMOS FIJAR UNOS VALORES LIMITES DE ALARMA PARA CADA UNO DE LOS CONTROLES PREVISTOS EN LA RUTA DE MTO. PREDICTIVO. LA OPCION DE MAQUINAS EN ESTADO DE ALERTA NOS GENERARA UN INFORME CON AQUELLAS MAQUINAS QUE SUPEREN ESTOS VALORES. UNA VEZ REPARADA LA ANOMALIA CAMBIAREMOS EL VALOR QUE NOS HA PRODUCIDO LA ALERTA PARA ANULARLA DE LOS INFORMES A TRAVES DE LA OPCION 3 DEL MENU.
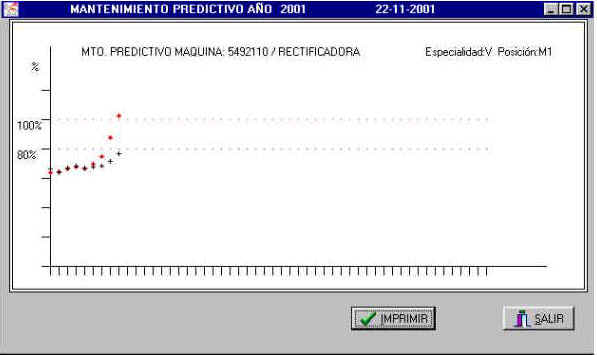
LA OPCION GRAFICA DE LISTADO DE VALORES PERMITE COMPROBAR LA EVOLUCION Y TENDENCIAS DEL ESTADO DE LOS PUNTOS CONTROLADOS. LOS NIVELES PORCENTUALES DEL EJE DE ORDENADAS, SE DEFINEN EN BASE AL VALOR DE ALERTA ASIGNADO PARA CADA POSICION CONTROLADA; CON LO QUE TODOS LOS VALORES QUE SUPEREN EL 100% ESTARAN EN ALERTA. LA PROLONGACION DE LA CURVA DE VALORES Y EL CORTE CON LA LINEA DEL 100%
NOS DARA EL TIEMPO ESTIMADO DE PERMANENCIA EN LA ZONA DE SEGURIDAD EN INTERVALOS DE CONTROL, EN EL EJE DE ABCISAS.
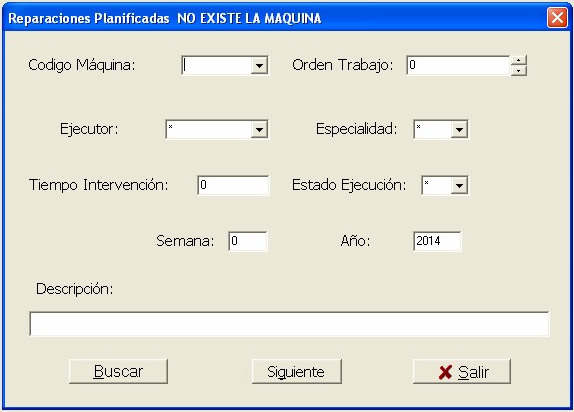
R. REPARACIONES Y REFORMAS
ESTE ENTORNO DE TRABAJO FACILITA LA PLANIFICACION, ASIGNACION Y CONFECCION DEL HISTORICO, DE LOS TRABAJOS ESPECIALES DE MANTENIMIENTO.
EL ALTA DE OPERACIONES DE REPARACION SE EFECTUA DE MANERA SENCILLA ESPECIFICANDO LOS DATOS DEL TRABAJO A REALIZAR.
NO ES NECESARIO CUMPLIMENTAR LA FECHA DE REALIZACION DEL TRABAJO Y LA ASIGNACION A UNA PERSONA. EL CODIGO A (ASIGNACION) LO RETENDRA COMO PENDIENTE DE EJECUCION.
MEDIANTE LA ASIGNACION RECUPERAREMOS TODOS LOS TRABAJOS PENDIENTES DE PLANIFICACION PARA DEFINIR SU EJECUCION SEGUN URGENCIAS.
LA ACTUALIZACION PERMITE CUMPLIMENTAR LOS DATOS DE EJECUCION DEL TRABAJO QUEDANDO CERRADA LA REPARACION.
PODEMOS LISTAR LOS TRABAJOS SEGUN DIFERENTES CRITERIOS DE SELECCION Y UTILIZACION DEL DOCUMENTO:
-TRABAJOS A REALIZAR EN LA SEMANA.
-TRABAJOS REALIZADOS O PENDIENTES.
-TRABAJOS EFECTUADOS EN UNA MAQUINA.
SI CODIFICAMOS LA ESPECIALIDAD DEL TRABAJO CON DOS DIGITOS DE LOS QUE EL PRIMERO DE ELLOS ES LA ESPECIALIDAD TECNOLOGICA (E,M,N,H,G) Y EL SEGUNDO IDENTIFICA LA PROCEDENCIA DEL REQUERIMIENTO:
-P : PREVENTIVO.
-A : AVERIA.
-R : REFORMA DE MANTENIMIENTO.
-S : SERVICIO A OTRO DEPARTAMENTO.
PODREMOS LISTAR Y CLASIFICAR LOS TRABAJOS EJECUTADOS Y LISTAS DE ESPERA.
SI SE OMITE ESTE SEGUNDO DIGITO LA SELECCION SERA CONJUNTA PARA LA ESPECIALIDAD CORRESPONDIENTE AL PRIMER DIGITO.
PODEMOS DEFINIR PRESUPUESTOS Y ORDENES DE TRABAJO PARA CONTROLAR ACCIONES QUE SE REALICEN SOBRE DIVERSAS MÁQUINAS Y CONOCER DATOS CONCRETOS DE INICIO Y FIN DE LOS TRABAJOS ASÍ COMO LOS COSTES DE MANO DE OBRA Y MATERIALES DE REPUESTO QUE SE HAN UTILIZADO.
PARTES DIARIOS DE ACTIVIDAD

En el control de mantenimiento de las máquinas es fundamental la información de las acciones realizadas y el estado en que quedan las máquinas después de realizarse el mantenimiento.
En este sentido y teniendo en cuenta que los partes de trabajo son el soporte normal de esta información que posteriormente se introducen en el sistema de gestión informatizado, es de vital importancia que los datos recogidos en el parte sean correctos y describan de forma resumida todo aquello que puede ser de interés técnico para el histórico de la máquina.
Es importante que el parte de trabajo es un documento de control para las máquinas y que el operario que lo cumplimenta tratará de reflejar la realidad de su actuación sobre las mismas.
Debido que el elemento básico de control de las máquinas es su código, será necesario que siempre reflejemos en los apuntes realizados el código de la máquina que recogerá el apunte, Sin código la información no tiene destinatario por lo que se perderá.
La descripción debe de ser escueta y significativa. A continuación se exponen algunas sugerencias para la cumplimentación del campo:
Cod. Maq. :
Es un campo obligatorio y caso de no cumplimentarse no se introduce la información. Además el código debe de existir en el listado de máquinas del entorno de trabajo.
O.T :
Es un campo voluntario y sirve para agrupar trabajos realizados en la misma máquina o en diferentes máquinas. Para ser computada en los informes de partes debemos iniciarla con los dígitos ‘O/’ seguidos del número de orden.
c) Descriptivo:
1º Es un campo complementario de la información de partida suministrada de forma escrita por la gama de mantenimiento o por la orden de trabajo. Evitar redundancias repitiendo los datos de partida.
2º Dado que no se dispone de excesivo espacio utilizar abreviaturas para palabras comunes y que se utilicen con frecuencia.
3º Redactar de forma telegráfica.
4º Cuando se realiza una gama de mantenimiento indicar la frecuencia de la revisión por Ejemplo: Gama M3; Gama S2, … Etc.
5º Caso de ser parcial la realización indicar además que parte de la máquina o especialidad. Ejemplo: Parte N Gama M3. ; Trp. Entrada Gama M; … Etc.
6º Si es una intervención por avería describir la acción correctiva realizada y caso de no terminar definitivamente indicar que es provisional. Ejemplo. : Comp. Motor. Rearme térmico.
7º Si es una ruta de control de funcionamiento o puesta en marcha indicar incidencias ocurridas.
8º Caso de ser necesario una explicación mas detallada y extensa hacer referencia a un escrito anexo en un papel o reflejarlo en la parte posterior del parte. Ejemplo: Rotura Eje. Informe adjunto.
No obstante el día a día y las acciones que se realicen irán conformando la redacción de los partes, pero no olvidar que es de gran importancia que su cumplimentación sea correcta para poder mejorar en las acciones que se definan después del análisis de las incidencias de las máquinas.
Tipo :
Es un campo alfanumérico de tres dígitos, voluntario y que sirve para clasificar el tipo de apunte.
Existen cuatro dígitos iniciales reservados y que realizan acciones en otros campos de la aplicación y que solo deben usarse para estos conceptos:
P : Caracteriza las acciones de Mantenimiento Preventivo correspondientes a una Gama Planificada y se utiliza seguido de la frecuencia de la gama (1S, 2S, M, M3, .... , S4).Realiza apuntes en el fichero de Historial de Preventivo.
R: Caracteriza las acciones de mantenimiento Correctivo Planificado o Reparaciones programadas (No producen paro intempestivo de la instalación o máquina). Se utiliza seguido de las letras indicativas de la especialidad tecnológica utilizada: M (mecánica), E (eléctrica), N (neumática), H (hidráulica), etc.
V: Caracteriza las acciones de mantenimiento Correctivo de Averías (Paros incontrolados de las instalaciones o máquinas con pérdida o no de producción). Se utiliza seguido de las letras indicativas de la especialidad tecnológica utilizada: M (mecánica), E (eléctrica), N (neumática), H (hidráulica), etc.
C: Caracteriza las acciones de mantenimiento Conductivo de las instalaciones:
Puesta en Marcha y Paradas, rutas de Control, Análisis de funcionamiento, Operación etc. Se utiliza seguido de las letras que identifican las acciones anteriores: M, P, C, A, O, etc.
AL: Se utiliza para indicar un repuesto o material que se aporte a una máquina o instalación. La información de este tipo de apuntes se cumplimenta con la indicación del código del repuesto rellenando el campo de O.T. y el nº de unidades de dicho repuesto en el campo TP/Ud.
TI (min.) :Es un campo numérico y debe de rellenarse con el tiempo en minutos utilizado para realizar la acción descrita.
Un apunte con cero (0) minutos y con el tipo RM efectuará un apunte en la lista de Reparaciones Planificadas Pendientes que podrá editarse y planificarse desde el menú de Reparaciones.
TP/Ud. : Es un campo numérico y está modulado por el código de Tipo de acción:
Siendo minutos de paro de la instalación cuando el código es V y cantidad cuando el código es AL.
ALMACEN TECNICO
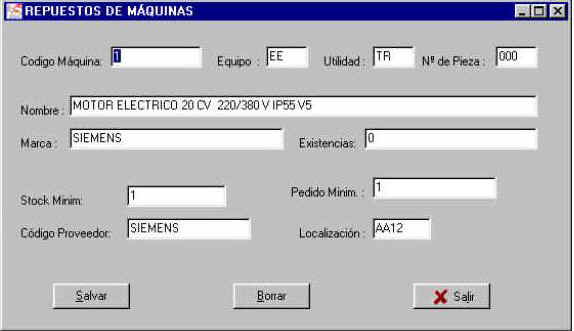
LA CODIFICACION DE LOS REPUESTOS SE EFECTUA POR ARBOL CON LO QUE LA BUSQUEDA SE FACILITA AL PRESENTARSE POR PANTALLAS EN BASE A CRITERIOS DE SELECCION ESPECIFICOS. CODIGO DE MAQUINA+ EQUIPO + UTILIDAD + N§ ORDEN.
EJEMPLO : 01-210 MC TC 001
PARA CODIFICAR UTILIZAREMOS DIGITOS DE IDENTIFICACION TECNOLOGICA DEL REPUESTO. PUDIENDO PARTIR Y AMPLIAR LOS SIGUIENTES CODIGOS:
EQUIPO
M: MECANICO I: INSTRUMENTACION,R:RODAMIENTOS E:ELECTRONICO,E:EJES N:NEUMATICO,C:CADENAS M:MECANICA,P:PIÑONES,CORONAS H:HIDRAULICO,A:ACOPLAMIENTOS ,E: ELECTRICO C: CONSTRUCCION,P:PLC,CONTROL PROG P:PUERTAS,VENTANA,A:APARELLAJE F:FONTANERIA,M:MOTORES S:SUELOS,V:VALVULAS T:TEJADOS,D:DETECTORES Y MFC ,N: NEUMATICO H: HIDRAULICO,C:CILINDROS B:BOMBAS,M:MANTENIMIENTO GRUPOS F:FILTROS,A:ACCESORIOS V:VALVULAS,D:DISTRIBUIDORES I:INSTALACION,V:VALVULAS A:ACCESORIOS
UTILIDAD
T: TRANSPORTE A: ACCIONAMIENTO,B:BANDAS E:ELECTRICO,C:CHARNELAS M:MECANICO,M:MALLA N:NEUMATICO,H:HIDRAULICO,U:USADA ,E: ESTRUCTURA I: ILUMINACION,F:FLUORESCENTE,I:INCANDESCENTE,E:EMERGENCIA,U:USADA,C: CONDUCCION R: REGULACION,E:ELECTRICA
ASI PUES UN REPUESTO QUEDARA SITUADO POR LA COMBINACION DE LOS DOS DIGITOS:
MT MECANICO TRANSPORTE :CHARNELAS,RODILLOS,...
EI ELECTRICO ILUMINACION :LAMPARAS,PANTALLAS,FOCOS,...
NR NEUMATICO REGULACION :MANOREDUCTORES,CONTROLADORES,...
LAS PIEZAS REPARADAS QUE SE RETORNEN AL ALMACEN DEBERAN DIFERENCIARSE DE LAS NUEVAS POR CODIGO DIFERENTE, SIENDO ESTE EL MISMO QUE EL DE LA NUEVA A EXCEPCIÓN DEL SEGUNDO DIGITO DE UTILIDAD QUE SERA 'U' DE USADA.
EL CONTROL DE REPUESTOS TECNICOS SE EFECTUA FACILMENTE PUDIÉNDOSE DAR DE ALTA,MODIFICAR,CONTROLAR MOVIMIENTOS Y LISTAR Y CONOCER INVENTARIOS TOTALES,POR ESPECIALIDADES Y POR MAQUINAS.
LA IMPRESION DE ETIQUETAS FACILITA LA IDENTIFICACION Y MOVIMIENTOS DEL ALMACEN.PUEDEN LANZARSE EN BASE A ENTRADAS EFECTUADAS POR SEMANA O INDIVIDUALMENTE SEGUN NECESIDADES.
LA OPCION DE ROTURAS DE STOK DETECTA LOS ITEMS CUYAS EXISTENCIAS SEAN INFERIORES A LOS STOKS MINIMOS FIJADOS.
ASIGNANDO CADA REPUESTO A UN PROVEEDOR Y HACIENDO EL PEDIDO MINIMO > 0 PODREMOS LANZAR AUTOMATICAMENTE LOS PEDIDOS DE REPUESTOS QUE TENGAN ROTURA DE STOK MINIMO,PARA DESARROLLAR ESTA OPCION DEBERA CUMPLIMENTARSE INICIALMENTE LA BASE DE DATOS DE SUMINISTRADORES.
EL PRECIO UNITARIO DE CADA REPUESTO SE ACTUALIZA A PRECIO MEDIO DURANTE EL REGISTRO DE ENTRADA A ALMACEN.
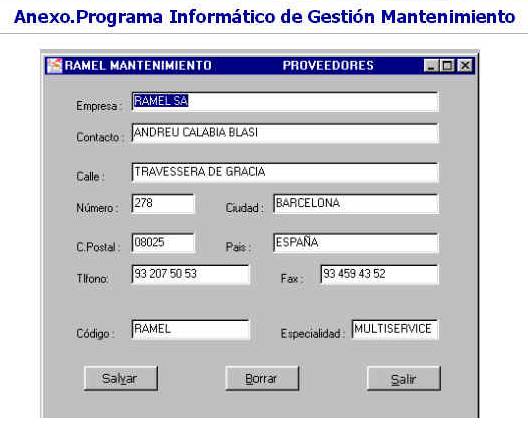
DISPONER DE UNA BUENA BASE DE DATOS DE LOS PROVEEDOR TECNICOS DE LA EMPRESA FACILITA Y MEJORA EL APROVISIONAMIENTO DE REPUESTOS REPERCUTIENDO DIRECTAMENTE EN EL ALMACEN TECNICO.
LOS CAMPOS CORRESPONDEN A LOS DATOS MAS SIGNIFICATIVOS Y NECESARIOS PARA LA GESTION DE CONSULTAS Y COMPRAS.
EL CODIGO DE PROVEEDOR AL SER ALFANUMERICO PERMITE SU IDENTIFICACION MAS FACILMENTE AL PODER SER SIGNIFICATIVO.
LAS OPCIONES DE DAR DE ALTA,EDICION Y LISTADOS TANTO POR PANTALLA COMO ESCRITOS FACILITAN EL MANTENIMIENTO Y CONSULTAS DE LA BASE DE DATOS.
CONTROL DE ENERGIAS
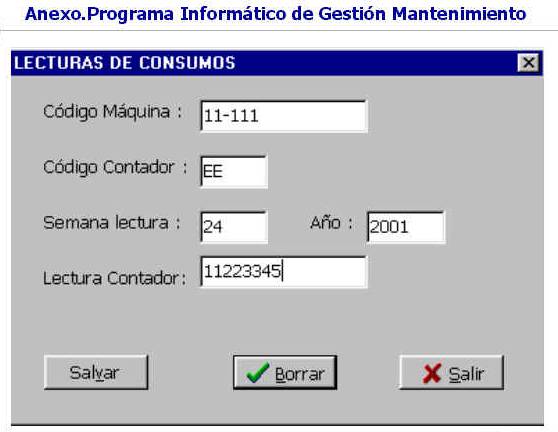
LA ENERGIA CONSUMIDA PUEDE SER CONTROLADA DESDE ESTA OPCION. RECOGIÉNDOSE LAS LECTURAS EFECTUADAS EN LOS CONTADORES SEGUN EL PLAN DEFINIDO.
EL CONTADOR A LEER QUEDA IDENTIFICADO AL SER ASIGNADO A UNA MAQUINA. EL SISTEMA PERMITE EL SEGUIMIENTO DE CONSUMO DE CUALQUIER TIPO DE ENERGIA CAPAZ DE SER TOTALIZADA A TRAVES DE UN CONTADOR.
CADA CONTADOR TIENE ADEMAS UN CODIGO QUE LE IDENTIFICA POR TIPO DE FLUIDO QUE TOTALIZA Y NUMERO DE ORDEN DENTRO DE LA MAQUINA (XX).LOS DIGITOS ALFANUMERICOS NOS IDENTIFICAN EL TIPO DE LECTURA Y ORDEN DEL CONTADOR EN LA MAQUINA:
E : ENERGIA ELECTRICA.
G : GAS NATURAL.
P : PROPANO.
F : FUEL.
A : AGUA.
C : ACEITE.
EL PLANING DE LECTURAS SE EFECTUA COMO UNA OPERACION DE REVISION DE PREDICTIVO INCLUYÉNDOSE EN LA GAMA DE LA MAQUINA CON LA ESPECIALIDAD "PE".EL LANZAMIENTO SE REALIZA COMO UNA RUTA DE CONTROL DE LA ESPECIALIDAD DEFINIDA.
UNA VEZ COMPLETADO EL RECORRIDO DE LECTURAS LOS DATOS SE DAN DE ALTA CUMPLIMENTANDO TODOS LOS APARTADOS QUE CARACTERIZAN CADA LECTURA.
EXISTEN OPCIONES QUE PERMITEN LOS LISTADOS PARA GENERAR INFORMES SEMANALES Y EL HISTORICO POR MAQUINAS DE LOS CONSUMOS HABIDOS.
COSTES DE MANO DE OBRA
LA GESTION GENERAL DEL MANTENIMIENTO ES ACCESIBLE DESDE ESTE ENTORNO DE TRABAJO.
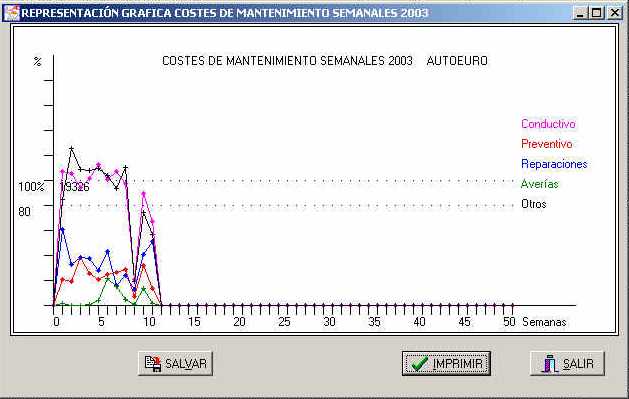
EL CONOCIMIENTO CONJUNTO DE HORAS/PESETAS INVERTIDAS EN UNA DETERMINADA MAQUINA ES UN DATO IMPORTANTE PARA LA TOMA DE DECISIONES QUE MEJOREN LA SITUACION ACTUAL Y FUTURA DE DICHA MAQUINA.LA OPCIONES 1 NOS FACILÍTALOS DATOS EN VALORES ABSOLUTOS O EN TANTO POR CIENTO RESPECTO AL PRESUPUESTO ANUAL.
LOS COSTES SE DESGLOSAN EN COSTES PROCEDENTES DE REVISIONES DE PREVENTIVO,AVERIAS DE MAQUINA, REPARACIONES Y REFORMAS QUE SE EXTRAEN DE LOS FICHEROS EXISTENTES.
PODEMOS CONOCER LOS COSTES POR MAQUINA ACAECIDOS EN CADA PERIODO CORRESPONDIENTE AL EJERCICIO CONSIDERADO,TANTO EN VALORES ABSOLUTOS COMO RELATIVOS AL PRESUPUESTO POR MEDIO DE LA OPCION DEL MENU.
LA DEFINICION DEL PRESUPUESTO DE MANTENIMIENTO ES EL PUNTO DE PARTIDA DE UNA BUENA GESTION.ESTO SE REALIZA FACILMENTE A TRAVES DEL MENU DE OPCIONES.
EL SEGUIMIENTO Y ANALISIS DE LAS DESVIACIONES DIRECCIONARA EL MANTENIMIENTO FUTURO DE LAS INSTALACIONES.EL PRESUPUESTO DE MTO. PREVENTIVO SE DEFINE AUTOMATICAMENTE AL DEFINIR LAS GAMAS DE LAS MAQUINAS.
EL SEGUIMIENTO Y DETECCION DE DESVIACIONES FACILITARA LA TOMA DE DECISIONES ENCAMINADAS A OPTIMIZAR LA GESTION.
RECURSOS HUMANOS
ESTA OPCION NOS SITUA SOBRE UN ENTORNO DE BASE DE DATOS DEL PERSONAL DE MANTENIMIENTO.DATOS PERSONALES Y DE IDENTIFICACION ASI COMO HISTORICO DE ACCIONES RESEÑABLES DE LOS COMPONENTES DEL EQUIPO DE MANTENIMIENTO PUEDEN SER RECOGIDOS Y CLASIFICADOS.
CADA PERSONA TIENE UN NUMERO DE EXPEDIENTE PERSONAL QUE LE IDENTIFICA EN EL HISTORIAL DE ANOTACIONES Y QUE PUEDE SER UTILIZADO COMO IDENTIFICADOR PERSONAL DE INTERVENCIONES EN MAQUINAS.
EL ACCESO A LA INFORMACION DEL HISTORIAL PERSONAL ESTA PROTEGIDO POR CODIGO QUE PUEDE SER DEFINIDO Y CAMBIADO POR EL USUARIO.
MEDIANTE LA CODIFICACION DEL TIPO DE APUNTE PODEMOS CLASIFICAR EL CONCEPTO DE LOS TEXTOS ANOTADOS.

EN ESTA OPCION DEL MENU PRINCIPAL PODEMOS DISPONER DE FACILIDADES DE MANIPULACION DE FICHEROS.
ES CONVENIENTE EFECTUAR PERIODICAMENTE COPIAS DE SEGURIDAD DE LOS FICHEROS DE DATOS.LA OPCION 2 EFECTUA ESTE TRABAJO CON GARANTIA.
PARA SITUARNOS EN DIFERENTES ENTORNOS DE FICHEROS UTILIZAREMOS LA OPCION DEL MENU;QUE NOS SELECCIONA EL FICHERO DE TRABAJO RESEÑANDOSE EN LA PARTE SUPERIOR DERECHA DE TODAS LAS OPCIONES DEL MENU PRINCIPAL.
LA FINALIZACION DE UN PERIODO DE PLANIFICACION PUEDE EFECTUARSE CAMBIANDO EL NOMBRE DE LOS FICHEROS A INICIALIZAR SIN PERDER LOS ANTIGUOS MEDIANTE LA OPCION DE RENOMBRADO.RESPETAR LOS DOS PRIMEROS DIGITOS DE LA EXTENSION PARA
IDENTIFICAR LOS FICHEROS Y CAMBIAR EL ULTIMO DIGITO POR EL A¥O DEL PLANING QUE SE PRETENDE SUSTITUIR.
UN LISTADO DEL LOS ARCHIVOS DE TRABAJO CON SUS CARACTERISTICAS MAS DESTACABLES LO DA LA OPCION 1 DEL MENU.
LA OPCION DE RESTAURAR PERMITE RECUPERAR DE LA COPIA DE SEGURIDAD LOS FICHEROS DE DATOS QUE HAN SUFRIDO VARIACIONES.ESPECIAL ATENCION DEBE PRESTARSE PARA ESTA ACCION,QUE SUSTITUYE LOS FICHEROS DEL ENTORNO DE TRABAJO POR POR LOS DE LA COPIA DE SEGURIDAD,PERDIÉNDOSE LA INFORMACION POSTERIOR A LA COPIA.
CONTACTO: info@calabia.com
Descarga DemoCala y podrás valorar las posibilidades de este Gestor de Mantenimiento.
Gracias por ser el
Visitante desde 10-03-2003.
RETORNO INICIO